Страница: 6/6
По оси ординат отложена герметичность, которую считали тем выше; чем больше было снято слоев с отливки до обнаружения течи и чем тоньше оказывалась оставшаяся после механической обработки пластина. Был сделан вывод о высокой герметичности чистых металлов и эвтектических сплавов и о низкой герметичности сплавов, кристаллизующихся в широком интервале температур.
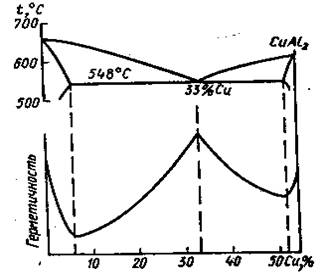
Рис. 7. Герметичность отливок, изготовленных из алюминиево-медных сплавов
ЗАКЛЮЧЕНИЕ. МЕТОДЫ БОРЬБЫ С ВОЗНИКНОВЕНИЕМ УСАДОЧНЫХ ПОР В ОТЛИВКАХ
Борьба с усадочными порами в отливках представляет собой задачу более сложную, чем борьба с усадочными раковинами. В последнем случае ликвидация последствий усадки связана главным образом с дополнительными экономическими затратами на устройство, отрезку, хранение, транспорт и переплав прибылей. Ликвидация же пористости не всегда возможна по техническим соображениям. Часто принимаемые на практике меры не устраняют пористости, а лишь уменьшают ее.
Полная ликвидация в отливке дефектной пористой зоны может быть достигнута при выведении в прибыль всей структурной зоны. Здесь следует напомнить, что в рассмотренном ранее примере затвердевания плоской отливки термический ее центр совпадал с осевой плоскостью, в то время как в реальных отливках различных конфигураций тепловой центр и усадочная раковина находятся вне точки симметрии, а структурная зона 3 необязательно развивается в объеме, границы которого параллельны поверхности отливки. Во всех случаях центральная зона, отличающаяся равноосным кристаллическим строением, положительной ликвацией и пористостью, прилегает к усадочной раковине. Выведение структурной зоны в прибыль может резко увеличить ее размеры и уменьшить удельный объем усадочных полостей во всем занимаемом ею пространстве. Иногда вывести пористую зону в прибыль вообще невозможно, так как в эта зона может занимать весь или почти весь объем отливки.
Сравнительно широко распространен способ уменьшения усадочной пористости путем удлинения периода, в течение которого может развиваться усадочная раковина. Приложение к жидкому сплаву, находящемуся в прибыли, внешнего давления может заставить его продолжать питать двухфазную область (образующую впоследствии структурную зону) и после начала роста твердых кристаллов на границе усадочной раковины при условии, конечно, что этот рост не успел вызвать образования сплошной твердой корки. Для создания давления на сплав, находящийся в прибыли, можно подвести к ней сжатый воздух или соединить полость при- были, отделенную от внешней среды твердой коркой, с воздушной атмосферой и т. д. Иногда в прибыли закладывают патроны, наполненные мелом; после герметизации прибыли, происходящей за счет образования внешней корки, патрон, толщину стенок которой соответствующим образом рассчитывают, разрушается, и мел в условиях высокой температуры разлагается по уравнению СаСО3 = СаО + СО2 .
Давление СО, в прибыли при соответствующем размере патрона может достигать 2 – 3 ат, что, естественно, содействует проникновению жидкого сплава в продолжающую затвердевать часть отливки.
В заключение отметим, что технологические факторы особенно сильно влияют на усадочные процессы в широко - интервальных сплавах, склонных к объемному затвердеванию. В отливках из таких сплавов соотношение между объёмом пор и усадочной раковиной может изменяться в очень широких пределах. В связи с этим все зависимости усадочных и других литейных свойств от положения сплава на диаграмме состояния справедливы только в условиях постоянства технологических факторов. В противном случае будут оцениваться не усадочные свойства сплавов, а влияние условий формирования отливки. В практике литейного производства при анализе причин брака и разработке технологических процессов необходимо учитывать весь комплекс условий – и технологические факторы, и усадочные характеристики сплавов.
ЛИТЕРАТУРА
1. Новиков И.И. «Горячеломкость цветных металлов и сплавов» - Изд-во Наука, Москва 1966г.
Новиков И.И., Корольков Г.А., Золоторевский В.С. - Сб. МИЦМиЗ «Металлургия и
технология цветных металлов», вып.33, Металлургиздат, 1960г.
3. Бочвар А.А., Жадаева О.С. Юбилейный сборник трудов Моск. Ин-та цветных металлов, вып.9, Металлургиздат, 1976г.
4. Никитина М.Ф., Никитин С.Л. Литейное производство, №2, 1983г.
Реферат опубликован: 11/11/2006