Страница: 6/7
При холодной листовой штамповке толщина обрабатываемого металла практически остаётся почти неизменной. Исключение составляют вытяжки с большими степенями деформации. В этом случае толщина колпачка около дна уменьшается примерно на 20 ― 30 % толщины заготовки. Зазор между пуансоном и матрицей должен быть равен величине, большей на 10 % толщины заготовки. При штамповке с утонением стенок зазор между пуансоном и матрицей меньше толщины листа.
Для холодной листовой штамповки применяют кривошипные прессы, гидравлические прессы, пневматические прессы, а также пресс-автоматы.
2. 5. 5. Вытяжка с утонением (протяжка)
Вытяжку с утонением применяют при изготовлении цилиндрических деталей глубиной до 10 диаметров. Этот способ позволяет получить детали, имеющие относительно точные размеры и высокие прочностные свойства. Возможность формоизменения за одну операцию ограничены разрушением стенки по выходе из матрицы, требуемой точностью полуфабрикатов, работоспособностью смазочного покрытия, тепловыделением в очаге деформации и другими факторами.
Формоизменение заготовки
При вытяжке с утонением в матрицу диаметром Dn+1 устанавливают полую заготовку диаметром Dn. Пуансон диаметром dn+1 входит в заготовку толщиной sn с небольшим зазором и в процессе выполнения операции проталкивает её через одну или несколько (от двух до пяти) матриц, расположенных одна под другой соосно с пуансоном. Диаметры последовательно уменьшающихся рабочих частей матриц меньше наружного диаметра заготовки. Соответственно уменьшающийся зазор между пуансоном и матрицей меньше толщины sn стенки заготовки. Следовательно, при вытяжке уменьшается как диаметр, так и толщина стенки и одновременно увеличивается длина вытягиваемой детали. Вытянутая таким образом деталь плотно прилегает к поверхности пуансона. При обратном ходе пуансона деталь упирается в выходной скат матрицы или съёмник и снимается с пуансона.
Как видно из рис. 6, элементарные силы трения в очаге деформации между пуансоном μпσп и матрицей μмσм имеют различные направления. Поскольку заготовка смещается относительно матрицы в направлении движения пуансона,
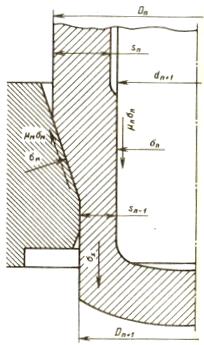
Рис. 6. Схема напряжений, действующих в очаг деформации
силы трения, действующие на наружной поверхности заготовки, имеют направление, обратное движению пуансона. Удлинение заготовки при утонении приводит к тому, что в очаге деформации она скользит вверх по пуансону, а силы трения на внутренней поверхности заготовки действуют в направлении движения пуансона.
Силы трения на наружной поверхности заготовки способствуют увеличению растягивающих напряжений σx, действующих в стенках протянутой части заготовки, а силы трения на внутренней поверхности заготовки как бы разгружают опасное сечение уменьшая растягивающие напряжения в стенках протянутой части заготовки. Эта особенность вытяжки с утонением и является основной причиной сравнительно больших допустимых деформаций и значительного приращения относительной высоты заготовки за один переход.
Заготовки для вытяжки с утонением
Заготовки для вытяжки могут быть (рис. 7) получены комбинированной вытяжкой (рис. 7, 1), обратным и прямым выдавливанием (рис. 7, 2), прямым выдавливанием (рис. 7, 3), реже горячей штамповкой с последующей механической обработкой (рис. 7, 4).
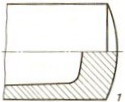
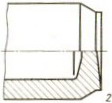
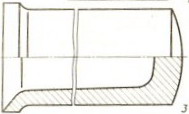
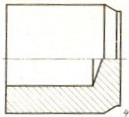
Рис. 7. Типы заготовок
На заготовках не допускаются дефекты, не поддающиеся исправлению, ― грубые забоины, надрывы, запрессовка, расслоение металла, плены и др.
Форма деталей при вытяжке с утонением
Наиболее часто вытяжку с утонением используют для получения деталей (полуфабрикатов) 1 (рис. 8), имеющих наружную поверхность цилиндрическую, а внутреннюю ― коническую. Возможно получение деталей
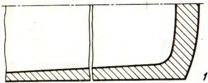
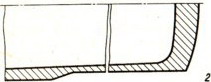
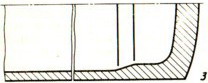

Рис. 8. Типы деталей, полученные вытяжкой с утонением:
1 ― напровал; 2 ― с остановом; 3 ― ступенчатым пуансоном; 4 ― с остановом и последующей калибровкой; 5 ― ступенчатым пуансоном с последующей раздачей
Реферат опубликован: 17/01/2009